
设置空工位的目的是为(),便于()和设置特殊结构等。
人员培训的方法有导入培训,在职培训和()三种形式。
在弯曲工艺方面,减小回弹最适当的措施是()。
对于比较软的材料,弹性变形量(),冲裁后的弹性回复值亦(),因而冲裁件的精度();对于较硬的材料则()。
凸、凹模工作部分的径向尺寸中,如图所示,应该先计算模具哪个部分,以及相应的公式,是()。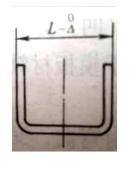
A、 凹模尺寸;La=(L-0.5△)+δa
B、 凸模尺寸;Lt=(L+0.5△)-δa
C、 凹模尺寸;La=(L-0.75△)+δa
D、 凸模尺寸;Lt=(L+0.75△)-δa
一般而言,弯曲件愈复杂,一次弯曲成形角的数量愈多,则弯曲时各部分互相牵制作用愈大,所以回弹就大。
A、对
B、错